
ఉత్పత్తి వివరణ
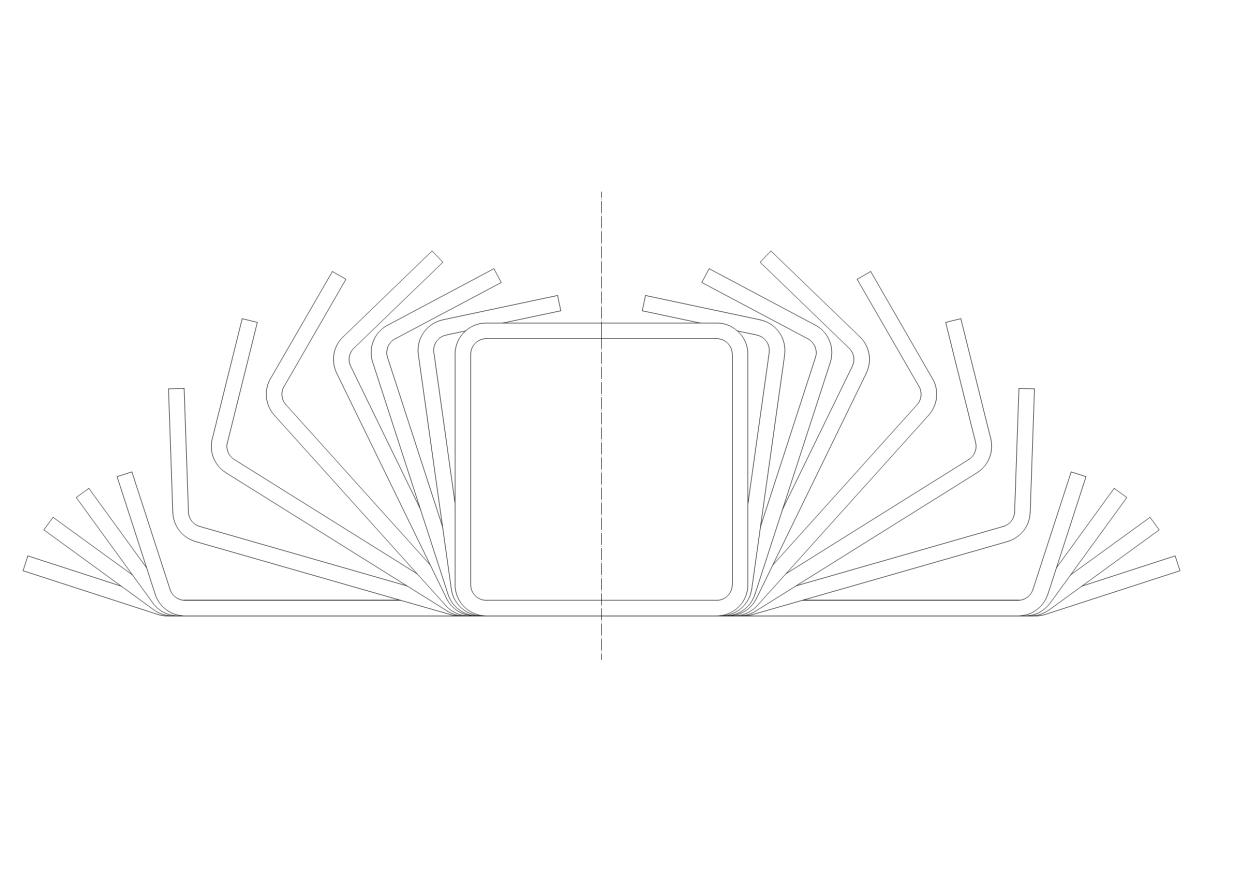
ట్యూబ్ వెల్డింగ్ ముందు చదరపు లేదా దీర్ఘచతురస్రాకార ఆకృతి ఏర్పడుతుంది.
ప్రక్రియ విధానం
స్టీల్ కాయిల్ → అన్కాయిలింగ్ → చదును చేయడం/లెవలింగ్ → షీర్ & ఎండ్ కట్టింగ్ → కాయిల్ అక్యుమ్యులేటర్ → ఫార్మింగ్ → వెల్డింగ్ → డీబరింగ్ → వాటర్ కాయిలింగ్ → సైజింగ్ → స్ట్రెయిటెనింగ్ →రన్ అవుట్ టేబుల్
అడ్వాంటేజ్
1.గుండ్రని చతురస్రాకారంలో & దీర్ఘచతురస్రం ఏర్పడే విధంగా సరిపోల్చండి, క్రాస్ సెక్షన్ ఆకారానికి ఈ మార్గం ఉత్తమం, తులనాత్మకంగా, లోపలి రేక్ యొక్క సెమీ వ్యాసం చిన్నది, మరియు అంచు చదునుగా ఉంటుంది, పక్క సక్రమంగా ఉంటుంది, ట్యూబ్ యొక్క ఖచ్చితమైన ఆకారం.
2.మరియు మొత్తం లైన్ లోడ్ తక్కువగా ఉంటుంది, ముఖ్యంగా పరిమాణ విభాగం.
3.స్టీల్ స్ట్రిప్ వెడల్పు చతురస్రాకారం/దీర్ఘచతురస్రాకారంలో ఉండే రౌండ్ కంటే 2.4~3% తక్కువగా ఉంటుంది, ఇది ముడిసరుకు ధరను ఆదా చేస్తుంది.
4.ఇది బహుళ-పాయింట్ బెండింగ్ మార్గాన్ని అవలంబిస్తుంది, అక్షసంబంధ శక్తి మరియు సైడ్ రాపిడిని నివారించండి, నాణ్యతను నిర్ధారించేటప్పుడు ఏర్పడే దశను తగ్గిస్తుంది, అదే సమయంలో ఇది శక్తి వృధా మరియు రోలర్ రాపిడిని తగ్గిస్తుంది.
5.ఇది చాలా స్టాండ్లలో కంబైన్డ్ టైప్ రోలర్ను అవలంబిస్తుంది, ఒక సెట్ రోలర్ వివిధ స్పెసిఫికేషన్లతో అన్ని పరిమాణాల చదరపు/దీర్ఘచతురస్రాకార ట్యూబ్లను ఉత్పత్తి చేయగలదని, రోలర్ స్టోర్ను తగ్గిస్తుంది, రోలర్పై దాదాపు 80% ఖర్చును తగ్గిస్తుంది, బ్యాంక్రోల్ టర్నోవర్ను వేగవంతం చేయండి, కొత్త ఉత్పత్తి రూపకల్పనలో సమయాన్ని తగ్గించండి.
6.అన్ని రోలర్లు సాధారణ షేర్లు, ట్యూబ్ పరిమాణాన్ని మార్చినప్పుడు రోలర్లను భర్తీ చేయవలసిన అవసరం లేదు, మోటారు లేదా PLC ద్వారా రోలర్ల స్థానాన్ని మాత్రమే సర్దుబాటు చేయడం మరియు పూర్తి ఆటోమేటిక్ నియంత్రణను గ్రహించడం;ఇది రోలర్ మారుతున్న సమయాన్ని బాగా తగ్గిస్తుంది, శ్రమ తీవ్రతను తగ్గిస్తుంది, ఉత్పత్తి సామర్థ్యాన్ని మెరుగుపరుస్తుంది.
పోస్ట్ సమయం: అక్టోబర్-25-2021